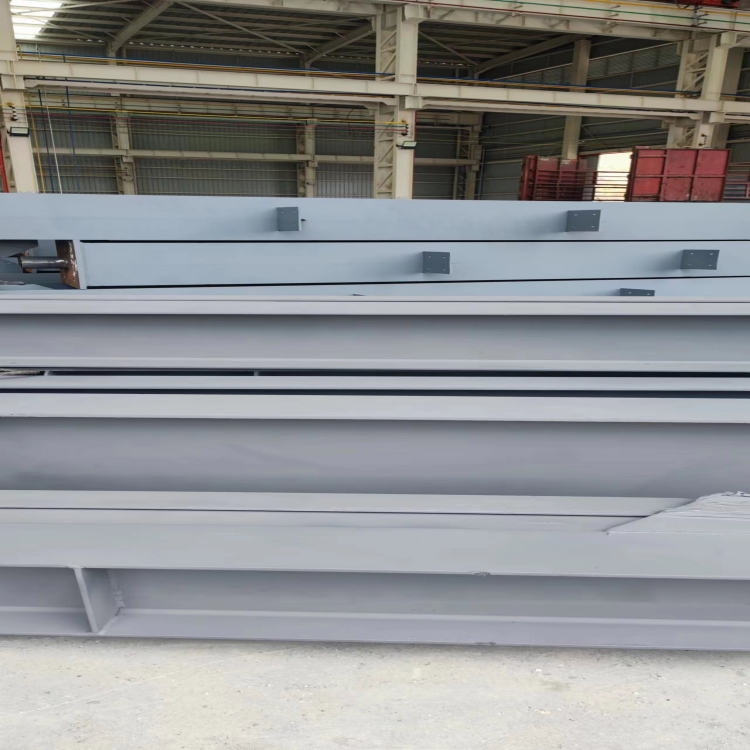
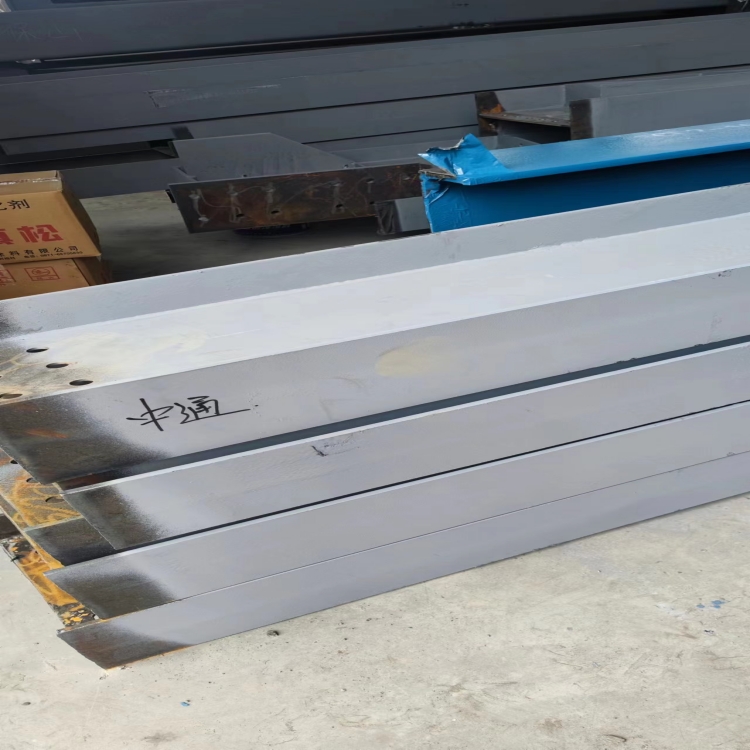
钢结构加工设计 货源充足 丽江钢结构加工厂家
发货地址:云南省昆明官渡区
产品数量:999.00吨
价格:面议
生产工艺热轧管
涂层镀锌管
连接方式焊接式
加工服务定制样品
用途铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业
板型平板/弧形/造型/异形
销售区域全国
包装方式保护膜+泡泡膜+护角纸=木框
板面形式方管
表面涂层喷粉
是否跨境货源是
版面形式方型管材,板材
辅件龙骨
包装保护膜+气泡膜+木框
运输汽运
功能阻燃
我们在进行加工工作时,务必要严格遵守行业的施工规范,牢记工作人员手册的每一条规定。因为大家都知道,我们钢结构加工大部分都处于高空作业,危险程度不用多说。
减少焊接热变形的操作方法:(1)夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。
焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。但此种方法焊件内部存在较大的内应力,对要求焊件内应力较小的构件,不宜采用此法。(2)反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。(3)采用定位控制法:构件在焊接前,用许多焊点将焊接部位或四周定位,还可在焊缝两侧压以重物,这种方法称定位控制法。(4)焊接顺序法:正确安排焊接顺序,是防止焊接变形的有效方法。焊接变形的规律是道焊缝引起的变形大,每道焊缝引起的变形量,一般不能相互抵消,后的变形方向,总和先焊的焊缝引起的变形方向相一致。

想要**钢结构施工现场安装的精度,在对材料构件的组装过程中要行预拼装,在拼装检查合格之后应该标注基准点和中心线等标志,检查拼接处有无抵触情况,焊缝是否影响安装。热变形常是因焊接工艺不当造成的;冷变形是体积大、刚性差产生的;相互关联构件无法组装成一体,与放样划线不准、组装顺序错误或变形有关。

在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏中心;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。

随着我国机械化程度的不断提高,使用半自动切割机和多头切割机,材料的精度高、变形小、速度快还美观。槽型采用数控切割或者半自动切割机,有槽规格、手工抛光工作。钻孔机上钻孔,连接板采用数控钻床,误差小,穿孔率高,使用这些自动化机器代替手工,不仅缩短加工时间,精度高外形还美观。
http://zyp061698.cn.b2b168.com