生产工艺热轧管
涂层镀锌管
连接方式焊接式
加工服务定制样品
用途铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业
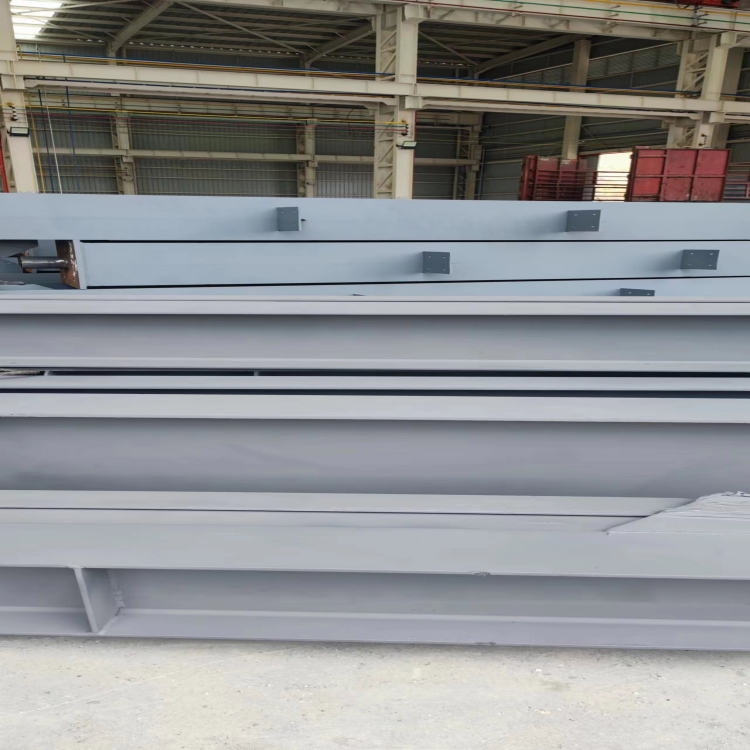
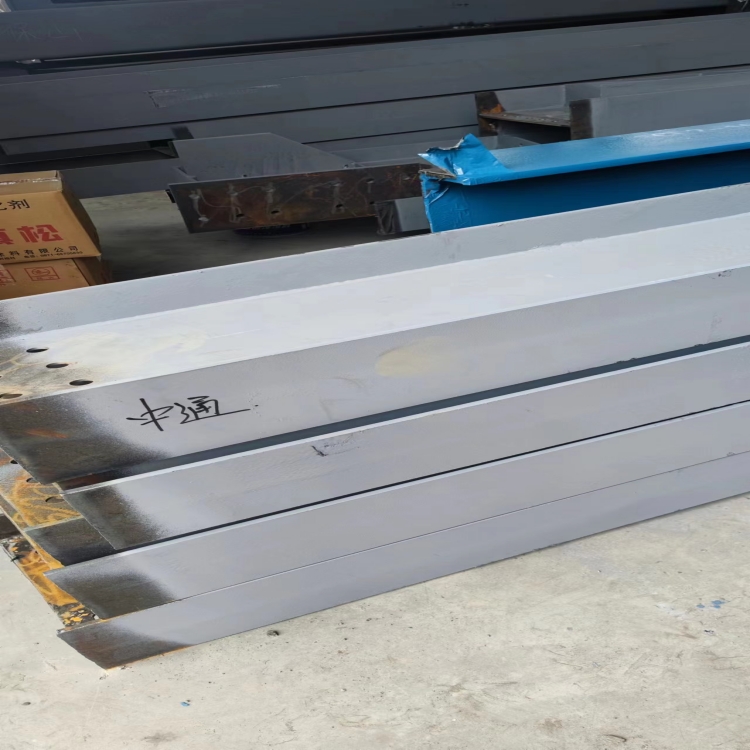
板型平板/弧形/造型/异形
销售区域全国
包装方式保护膜+泡泡膜+护角纸=木框
板面形式方管
表面涂层喷粉
是否跨境货源是
版面形式方型管材,板材
辅件龙骨
包装保护膜+气泡膜+木框
运输汽运
功能阻燃
钢结构加工的上岗操作人员应进行培训和考核,工种应进行确认,充分做好各项工序的技术交底工作。
放样
放样是根据产品施工详图或零、部件图样要求的形状和尺寸,按照1:1的比例把产品或零、部件的实形画在放样台或平板上,求取实长并制成样板的过程。对比较复杂的壳体零、部件,还需要作图展开。放样的步骤如下:
(1)仔细阅读图纸,并对图纸进行核对。
(2)准备放样需要的工具,包括:钢尺、石笔、粉线、划针、圆规、铁皮剪刀等。
(3)准备好做样板和样杆的材料,一般采用薄铁片和小扁钢。可先刷上防锈油漆。
(4)放样以1:1的比例在样板台上弹出大样。当大样尺寸过大时,可分段弹出,尺寸划法应避免偏差累积。
(5)先以构件某一水平线和垂直线为基准,弹出十字线;然后据此逐一划出其他各个点和线,并标注尺寸。
(6)放样过程中,应及时与技术部门协调;放样结束,应对照图纸进行自查;后应根据样板编号编写构件号料明细表。
减少焊接热变形的操作方法:(1)夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。
焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。但此种方法焊件内部存在较大的内应力,对要求焊件内应力较小的构件,不宜采用此法。(2)反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。(3)采用定位控制法:构件在焊接前,用许多焊点将焊接部位或四周定位,还可在焊缝两侧压以重物,这种方法称定位控制法。(4)焊接顺序法:正确安排焊接顺序,是防止焊接变形的有效方法。焊接变形的规律是道焊缝引起的变形大,每道焊缝引起的变形量,一般不能相互抵消,后的变形方向,总和先焊的焊缝引起的变形方向相一致。

在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未干净。
想要**钢结构施工现场安装的精度,在对材料构件的组装过程中要行预拼装,在拼装检查合格之后应该标注基准点和中心线等标志,检查拼接处有无抵触情况,焊缝是否影响安装。热变形常是因焊接工艺不当造成的;冷变形是体积大、刚性差产生的;相互关联构件无法组装成一体,与放样划线不准、组装顺序错误或变形有关。

在钻孔方面,事前未会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
http://zyp061698.cn.b2b168.com